
不锈钢卷管加工中的焊接要求
2020/8/22 22:26:32 点击:
不锈钢卷管加工中焊接要求
2.5.1 焊前清除坡口及其两侧 25mm 范围内的油污等污物。在不锈钢坡口两侧 100mm 范围内应涂白垩粉,防止沾附飞溅。
2.5.2 选用尽可能小的线能量,特别是进行双层或多层焊时,除盖面层允许轻微摆动外,其余各层焊缝要求窄一些,焊条横向摆动范围按照焊条说明书要求,一般不超过焊条直径的 2.5 倍,要进行快速短弧焊,焊结束或中断时,收弧要慢,弧坑要填满。多道焊时,要严格控制层间温度不大于 100℃。
2.5.3 与介质接触的焊缝一侧,尽可能最后进行焊接,以防重复加热。
2.5.4 每焊完一层焊缝可以浇冷水,使其快冷。如条件允许,可以在焊缝背面浇冷水,或边焊边浇,但必须注意焊接熔池内不能有水。亦可采用铜垫通水强制冷却。
2.5.5 工艺上允许碳弧气刨清根时,刨槽应打磨直至露出金属光泽。
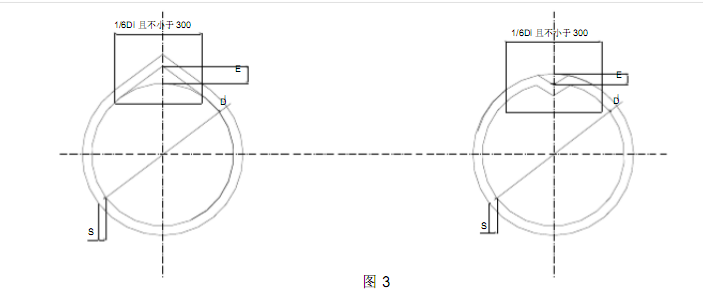
2.5.6 因焊接在环向形成的棱角 E,用弦长等于 1/6设计内直径 DI,且不小于 300mm 的内样板或外样板检查(见图),其 E 值不得大于( 0.1S+2)mm 且不大于 5mm(见图 3) 。因焊接在轴向形成的棱角 E用长度不小于 300mm 的检查尺检查,其 E值不得大于( 0.1S+2)mm ,且大于 5mm 。
2.5.7 不锈钢容器的表面如有局部伤痕, 刻槽等影响耐腐蚀性能的缺陷应予修磨, 修磨深度不应超过钢板厚度(复合钢板指复层厚度)的负偏差 C1。
2.5.7.1 筒体与封头对接时,筒体制造尺寸应与封头车削后的直段围圆尺寸配作。
- 上一篇:不锈钢卷管的表面处理--抛光要求 2020/8/22
- 下一篇:不锈钢卷管加工过程中的筒体冷卷 2020/8/22
