
最新钢护筒加工工艺
1) 主材:主材材质为 Q235B
2) 焊接材料:根据主材级别,焊接材料如下:
3) 手工定位焊采用 E4303(J422)焊条,其规格为 φ4.0*400,执行标准为GB/T5117-1995,各项力学性能见《焊条质量说明书》 ;
4) 二氧化碳气体保护焊焊丝采用 ER50-3(国标型号 ),各项力学性能见二氧化碳气体保护焊焊丝《产品质量证明书》 ;
5) 用于加工制作的主材和焊接材料都必须有产品质量证明书。
2. 钢板的边缘及加工面处理
1) 钢板为宽 1820mm的标准板,边缘坡口宽度为 5--7mm,采用切割机进行下料,打坡口,坡口表面平顺,角度允许偏差± 5°,边缘直线度允许偏差为 L/3000,并不大于 3mm,对角线长度允许偏差为 5mm
2) 对接接头安装错边允许偏差为 2mm,接口平行度不大于 1/1000。
3) 接口处平滑过渡,用弧形卡尺定位。
3. 钢护筒卷板
1) 卷板前的准备:用于定位焊接的焊机、焊条等其他工具。
2) 检查钢板的尺寸和表面质量,出去表面灰尘和渣滓,打中心线,如发现问题马上解。
3) 对中:4 个卡钳抓住钢板的两边边缘,提高到卷板机的滚轮高度,保持钢板的中线与滚轮垂直,并测量接口与滚轮是否平行,定好位后用挡板固定钢板的两边缘,使其能平稳的向前移动。
4) 卷板:采用多次、循环进给法,先调节上轮的位置, 使钢板发生初步的变形,滚过 20--30cm,然后来回滚动,用专用弧形卡尺初步测量,根据经验或者数据继续调整上滚轮,多次循环,直到达到规定的要求。然后一直滚到下一个借口靠近滚轮的边缘,此时用定位卡卡住上下两个接口 边缘,将其靠拢,并调整相互间的位置,使其对接接头满足质量要求。然后用点焊定位焊接,再用二氧化碳保护焊焊接卷板内侧, 焊接完成后,继续滚动,使接口滚到上面,再焊接,焊接完后继续滚动,在卷板时,由于材料的塑性,钢板会有少量的回弹,所以在卷板时必须施加一定的过卷量,整个卷板应来回回卷 3—4 次,拆下卷板时应多次测量其直径和圆度, 各个测量数据必须符合质量要求的标准。
4. 钢护筒单件组装
1) 单件组装前应检查每个单间的各个尺寸是否合格,如不符合要求,不得进行定位焊接。
2) 将连接面附近的毛刺、铁锈,残渣除去干净,将段卷板应吊放在旋转架上。
3) 在旋转时,如定位焊开裂,应找明原因,并进行补焊,每节护同的竖向接缝要相互错开
4) 定位焊的焊缝高度不大于设计焊缝高度的 2/3,长度 40---60mm,间隔不大于500mm。在定位时,要保证每各节护筒之间装配的同轴度,
5. 钢护筒总装焊接
1) 总装焊接前,再次检查整个护筒的同轴度,要从各个不同的方向进行测量,首先要测量两个端面是否与胡同的轴心线垂直,否则要进行相应的调整。
2) 竖向接缝要相互对称错开 180度,
6. 焊接工艺要求
1) 钢护筒现场组装时应采用对接焊缝,不得用搭接或侧面有覆板的焊接形式。钢护铜焊接接头形式必须符合设计要求及规范规定。 并达到与母材等强度的要求。
2) 钢护筒对口拼装要在夹具等辅助工具帮助下进行, 定位合格后应进行定位点焊。点焊高度应小于设计焊缝高度 2/3,点焊长度取 40~60mm,点焊工艺应和正式施焊相同,施焊过程中所用夹具等辅助工具,应不妨碍钢护筒自由伸缩。
3) 无论何种方式焊接连接,在施焊过程中要保证钢护筒上下管节连接顺直,管节对口应保持在同一轴线上。
4) 每一接头必须严格按照要求焊接,确保接头质量,焊接应按焊接工艺所规定的方法、程序、参数和技术措施进行, 以减少焊接变形和内应力, 保证质量。
5) 钢护筒对接宜采用多层焊。每层焊缝焊完后,应清除熔渣并进行外观检查,如有缺陷应及时清除,多层焊点接头应错开。
6) 为减少变形和内应力,钢护筒对口焊接时宜对称施焊。
7) 拼装焊接时应采用防晒、防雨、防风和防寒等措施。
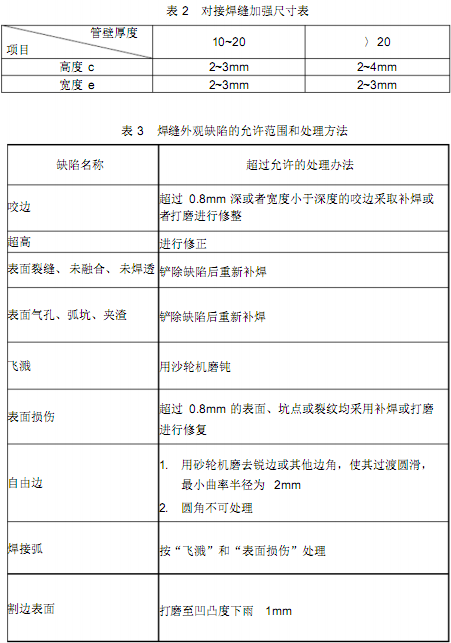
8) 对接焊缝应有一定的加强面,加强面高度和遮盖宽度应符合表 2规定。
9) 焊接工作完成后,所有拼装辅助装置、残留的焊瘤和熔渣等均应除去。
10) 对所有焊缝均应进行外观检查。焊缝金属应紧密.焊道应均匀,焊缝金属与母材的过度应平顺,不得有裂缝、未融合、未焊透、焊瘤和烧穿等缺陷。
11) 焊缝外观缺陷的允许范围和处理办法应按表 3规定采用。
7. 钢护筒的允许偏差
钢护筒的验收尺寸参见下表 1:

- 上一篇:厚壁卷管制造通用工艺守则 2020/8/23
- 下一篇:钢护筒工程施工质量、安全保证措施 2020/8/22
