
GB150 —2001《压力容器》用厚壁卷管加工规范
2020/8/17 14:43:25 点击:
一、熟悉图纸
接到图纸后,认真仔细的阅图,清楚卷管所需要的材质、规格、尺寸等要求。
二、材料的准备
1、材料必须与图纸所要求的规格、型号、数量、材质及技术参数相符;
2、检查钢板表面有无裂纹、夹层、凹坑、碰伤等缺陷;
3、不锈钢板表面要光滑,不允许有锈斑、尖锐刮痕等缺陷;
4、焊接材料使用前要按照出厂说明书和焊接工艺要求的规定,进行烘干;5、使用过程中保持干燥,焊条药皮无脱落,否则不得使用;
6、领取合格的氩气、氧气、乙炔。
三、 钢板的下料与切割
1、钢板的排板: 利用各种方法, 技巧合理的铺排零件在材料的位置,最大限度提高原材料的利用率。集中排板是我们最常用的排板方法。由于材料的规格多种多样而下料的零件也是多种多样的,将使用的同样牌号、同样厚度的零件集中在一起,统一安排,长短搭配,凹凸相就,这样更可充分利用原材料。
2、钢板找正:(直角找正法)如图: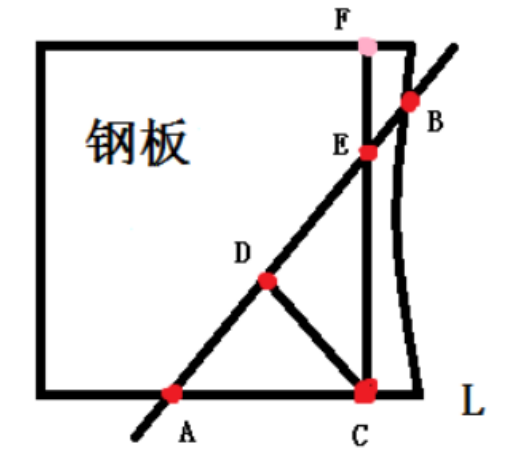 (1)以钢板长边直线( L)上任意取一点 A,随意弹线至 B点
(1)以钢板长边直线( L)上任意取一点 A,随意弹线至 B点
(2)在 AB上截取 AC ,使得 AD等于 DE ;
(3) 连接 CE延长至 F,得出找正线;
3、划线:
(1)熟悉施工图样和产品制造工艺,合理安排各零件下料的先后次
序,而且零件在材料上的位置排布,应符合制造工艺的要求
(2)根据施工图样验明样板核对钢材牌号、规格,保证图样样板材料一致。
(3)下料前应将板料垫平,然后确定基准面,利于下料画线的准确、精度、减少下料的偏差。
(4)下料画线后, 在零件加工线接缝线以及半心位置等处打有标记,同时标样的技术说明(文字、符号、线条应端正、清晰。来达到下料的合理和准确) 。
4、移植原有标记放置在下料范围外,保持清晰明了,保证再次下料时材料不混乱。
5、低碳钢板材下料主要采用机械加工或火焰切割、不锈钢板材采用等离子或剪板机剪切。
6、切割表面应平整,无裂纹、重皮、尖刺、凹凸、缩口、熔渣、氧化物等。7、板材坡口根据图纸设计标准要求进行打磨,一般选用 V开坡口,坡口单边角度为 30°,钝边厚度为 1.5 —2mm ,间隙 2—2.5mm。
4、移植原有标记放置在下料范围外,保持清晰明了,保证再次下料时材料不混乱。
5、低碳钢板材下料主要采用机械加工或火焰切割、不锈钢板材采用等离子或剪板机剪切。
6、切割表面应平整,无裂纹、重皮、尖刺、凹凸、缩口、熔渣、氧化物等。7、板材坡口根据图纸设计标准要求进行打磨,一般选用 V开坡口,坡口单边角度为 30°,钝边厚度为 1.5 —2mm ,间隙 2—2.5mm。
8、将坡口及两侧 20mm 范围内铁锈、油污、氧化物等清理干净,使其露出金属光泽。
四、卷板
我们卷板采用上辊万能数显式三辊卷板。
1 、首先用薄铁皮做弧板 (样板 ), 再在进行卷板前先对板材进行预弯,弧长为卷管周长的 1/6~1/4 ,并符合下列规定:
在三棍对称卷板机上,板料前后两端不能直截弯曲的部分叫剰余直边,其长度约等于下棍中心距的一半,剰余直边可用油压机预弯。
2、进料时应保持钢板垂直于棍子轴线,以免发生错边现象。
3、 上棍向下运动压制钢板,视经验可采取多次弯曲钢板,避免压下次数少损害机器。上棍每压一次钢板后即停止下压,启动主电机,两下棍作左右旋转运动,将钢板弯路成形,此时操作者应在机器的两端观察,防止钢板滑出棍面造成事故,当钢板作了 2~3 次来回弯路成形后,停止主电机运动。上棍再次下压,每次下压量视钢板厚度、筒径而定,绝不能一次下压到位而出现打滑现象。
3、 上棍向下运动压制钢板,视经验可采取多次弯曲钢板,避免压下次数少损害机器。上棍每压一次钢板后即停止下压,启动主电机,两下棍作左右旋转运动,将钢板弯路成形,此时操作者应在机器的两端观察,防止钢板滑出棍面造成事故,当钢板作了 2~3 次来回弯路成形后,停止主电机运动。上棍再次下压,每次下压量视钢板厚度、筒径而定,绝不能一次下压到位而出现打滑现象。
4、 卸下工件:转动手轮,将平衡装置压块压住上棍右端,保持上棍平衡,搬动倒头搬把,将倒头架倾倒约 90 度,卷成的板可从上棍左端卸出。
五、卷管组对与焊接
1、组对应满足以下要求:
(1)对接时首先应考虑,不能有十字焊缝。
(2)把焊缝避开法兰接口。
(3)纵焊缝之间不能小于 250mm 。
(4)两卷筒对接要留有 1.5 —3mm 的缝隙。
3、卷管的同一筒节上的纵向焊缝不宜大于两道,两纵缝间距不宜小于 200mm 。
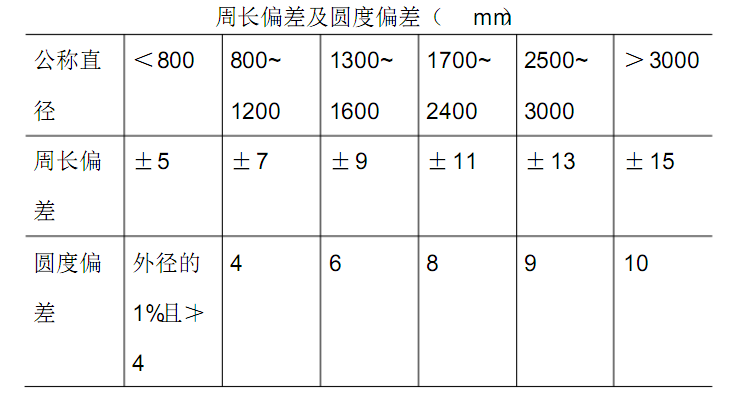
6、卷管端面与中心线的垂直偏差不得大于管子外经 30% 且不得大于3mm 。平直面不得大于 1mm/m 。
7、焊缝不能双面成型的卷管,当公称直径大于或等于 600mm 时,且在管内进行封底焊。
10、卷管对接完成后,进行点固焊,点固焊长度每段不少于 20mm ,间隔 100—150mm 进行一次点固焊,点固焊对坡口及两侧 20mm 范围内的铁锈、油污氧化物等进行处理干净,使其露出金属光泽。
筒体校圆 :
(1)确认钢板经压头、卷圆后坡口在筒体的内外侧是否与焊接工艺一致 ,
(2) 保证卷管端面与中心线的垂直偏差不得大于管子外经的 1% , 且不得大于 3mm ,平直角不得大于 1mm/m 。
六、 使用工器具
工器具有:直流电焊机、撬棍、卷尺、半自动切割机、电焊条保温桶、角向磨光机、丝杆、大锤、楔铁,扳尺,粉线等。
七、安全技术
1、施工人员必须遵守安全规则做到文明作业。
2、使用电动工具时,应采用必须的防护措施,使用前检查工具的完好。
3、在切割打磨的时候必须采取防范措施,戴好防护眼睛、口罩和耳塞,穿戴好劳保护具,防止飞溅物刺伤眼睛与表面皮肤和耳朵出现耳鸣、暂时听不见等现象。
4、起重吊装作业时,吊装物下方不得站人。
5、在罐内使用安全行灯时, 电压不得大于 36V,使用电焊机前要检查电源线与焊把线是不是有裸露,如果有裸露,注意及时更换。
- 上一篇:液压油缸用管的加工工艺流程解读 2020/8/17
- 下一篇:钢护筒卷管管道焊接要求 2020/8/16
